Dubultā iesmidzināšana

Īss apraksts:
Dubultā iesmidzināšana ir plastmasas formēšanas process, kurā vienā un tajā pašā iesmidzināšanas mašīnā vienlaikus injicē divus veidņu komplektus, veidojot vienu daļu no diviem dažādiem plastmasas materiāliem.
Dubultā iesmidzināšana (to sauc arī par dubulto šāvienu, divu krāsu iesmidzināšanu).
Dubultā iesmidzināšana ir plastmasas formēšanas process, kurā vienā un tajā pašā iesmidzināšanas mašīnā vienlaikus injicē divus veidņu komplektus, veidojot vienu daļu no diviem dažādiem plastmasas materiāliem. Dažreiz abiem materiāliem ir dažādas krāsas, dažreiz diviem materiāliem ir atšķirīga cietība un maigums, tādējādi iegūstot produkta nepieciešamās mehāniskās īpašības un estētiku.
Divkāršās iesmidzināšanas plastmasas veidņu un detaļu pielietošana
Plastmasas detaļas, kas ražotas, veicot dubulto iesmidzināšanu, ir plaši izmantotas elektroniskajos izstrādājumos, elektriskajos instrumentos, medicīnas izstrādājumos, sadzīves tehnikā, rotaļlietās un gandrīz visos citos plastmasas laukos. Strauji attīstījusies arī divkrāsainu veidņu ražošana un formēšana, kā arī divkrāsu iesmidzināšanas formēšanas mašīnu un izejvielu izpēte un izstrāde divu krāsu iesmidzināšanai.
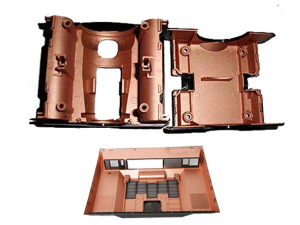
Parādiet divkāršās iesmidzināšanas detaļas
Tiek izmantoti divi dažādi plastmasas veidi, un plastmasas izstrādājumus, kurus var skaidri nošķirt abus plastmasas veidus, sauc par dubultās iesmidzināšanas daļām.
Kāda ir dubultās iesmidzināšanas formēšanas priekšrocība?
Salīdzinot ar tradicionālo iesmidzināšanas formēšanu, divu materiālu kopinjicēšanas formēšanas procesam ir šādas priekšrocības:
1. Daļu iekšējais un ārējais slānis pieņem dažādus materiālus ar atšķirīgām īpašībām, piemēram, tos, kuriem iekšējā slānī ir laba izturība, un tos, kuru ārējā virsmā ir krāsa vai graudi, lai iegūtu visaptverošu veiktspēju un izskatu.
2. Materiāla mīksta un cieta koordinācija: daļas galvenajā korpusā tiek izmantoti cietie materiāli, montāžas saskaņošanas virsmai, izmantojot elastīgu mīkstu sveķu (TPU, TPE), var būt ļoti labs produkta blīvēšanas efekts, piemēram, ūdensizturīgs, izturīgs pret putekļiem.
3. Saskaņā ar dažādiem lietošanas raksturlielumiem, piemēram, smago detaļu virsmas slānī tiek izmantoti mīksti plastmasas sveķi, detaļas korpuss vai serde izmanto cietās plastmasas sveķus vai putu plastmasa var samazināt svaru.
4. Lai samazinātu izmaksas, var izmantot zemas kvalitātes pamatmateriālus.
5. Lai palielinātu izstrādājuma veiktspēju, detaļu pamatmateriālā var izmantot dārgas un īpašas virsmas īpašības, piemēram, pretelektromagnētiskos traucējumus, augstu vadītspēju un citus materiālus.
5. Daļu virsmu vai serdi var izgatavot no dārgiem materiāliem ar īpašām īpašībām, piemēram, pretelektromagnētiskiem traucējumiem, augstu vadītspēju un citiem materiāliem, lai palielinātu izstrādājuma veiktspēju.
6. Pareiza garozas un serdes materiālu sajaukšana var samazināt atlikušo spriegumu, palielināt detaļu mehānisko izturību vai virsmas īpašības.
7. Salīdzinājumā ar formēšanu tam ir lielas kvalitātes, izmaksu un produktivitātes priekšrocības.
Divkāršās iesmidzināšanas formēšanas trūkums
1. Nepieciešams ieguldīt dubultās iesmidzināšanas formēšanas mašīnas iegādē.
2. Divkāršās iesmidzināšanas veidņu pielāgošanai nepieciešama precizitāte: aizmugurējām veidnēm ir tādas pašas prasības. Kad izstrādājumam ir izmaiņas dizainā, abām veidnēm ir jāveic vienas un tās pašas izmaiņas, lai nodrošinātu to pašu. Tas palielina darba slodzi matrača uzturēšanai.
3. Divkāršās iesmidzināšanas formēšanas mašīna ir tāda, ka diviem veidņu pāriem ir viena un tā pati iesmidzināšanas formēšanas mašīna, un tajā ir jauda, tāpēc liela mēroga produktus nevar injicēt.
Atšķirība starp dubultās iesmidzināšanas formēšanas procesu un viršanas procesu
Dubultā iesmidzināšana un viršana ir sekundārā iesmidzināšana, taču tās ir diezgan atšķirīgas.
1. Pārstrādes veidnes, kas pazīstamas arī kā sekundārā formēšana, veic parastās iesmidzināšanas formēšanas mašīnas. Produkts tiek veidots divos posmos. Pēc tam, kad produkts ir noņemts no viena veidņu komplekta, tas tiek ievietots citā veidņu komplektā otrajai iesmidzināšanai. Tāpēc viršanas formēšanas procesā tiek izmantota parastā iesmidzināšanas formēšanas mašīna.
2. Dubultā iesmidzināšana ir tāda, ka vienā un tajā pašā iesmidzināšanas mašīnā tiek ievadīti divu veidu plastmasas materiāli, kas veido divas reizes, bet produkts iznāk tikai vienu reizi. Parasti šāda veida liešanas procesu sauc arī par dubultu materiāla iesmidzināšanu, kuru parasti pabeidz divi veidņu komplekti un tam nepieciešama īpaša dubultās iesmidzināšanas formēšanas mašīna.
3. Dubultā iesmidzināšana ir nepārtraukts ražošanas veids. Tā neveic detaļu izņemšanu un ievietošanu vidū, ietaupa laiku un kļūdas, veicot detaļu atkārtotu ievietošanu, ievērojami samazina sliktas ražošanas līmeni un ievērojami uzlabo produkta kvalitāti un ražošanas efektivitāti, salīdzinot ar formēšanas procesu.
4. Overmolding process ir piemērots produktu iesmidzināšanai ar zemām kvalitātes prasībām un nelieliem pasūtījumiem. Ierobežots ar dubultās iesmidzināšanas formēšanas mašīnas specifikācijām, tas parasti nav piemērots lielāku daļu iesmidzināšanai.
5. Divām dubultās iesmidzināšanas veidņu priekšējām veidnēm jābūt identiskām, un iekapsulēšanas veidnēm šī prasība nav paredzēta. Tāpēc dubultās iesmidzināšanas veidņu precizitāte un izmaksas ir augstākas nekā iekapsulētajām iesmidzināšanas veidnēm.
Divkāršās iesmidzināšanas formēšanas padomi:
1. Divkāršās iesmidzināšanas formēšanas procesā ir četri būtiskie elementi: dubultās iesmidzināšanas formēšanas mašīna, dubultās iesmidzināšanas veidne, piemērots plastmasas materiāls un saprātīgs detaļu dizains.
2. Materiāla izvēle mīkstās un cietās gumijas dubultās iesmidzināšanas formēšanai Divu krāsu iesmidzināšanai divu veidu materiālu kušanas temperatūrai jābūt noteiktai temperatūras starpībai. Parasti ir ieteicams, lai pirmā iesmidzināmā materiāla kušanas temperatūra būtu augstāka nekā otrā iesmidzināmā materiāla kušanas temperatūra un ka pirmā injekcijas materiāla kušanas temperatūra būtu augstāka nekā otrā injekcijas materiāla kušanas temperatūra.
3. Caurspīdīgu un necaurspīdīgu materiālu iesmidzināšanas secība: pirmais šāviens ir izgatavots no necaurspīdīgiem materiāliem, bet otrais - no caurspīdīgiem materiāliem. Piemēram, necaurspīdīgi materiāli parasti ir datori ar augstu materiāla temperatūru, un otrajam caurspīdīgajam materiālam izmanto PMMA vai PC. Dators ir jāaizsargā, izsmidzinot UV starus. PMMA var izvēlēties UV vai sacietēšanu. Ja uz virsmas ir rakstzīmes, tai jāizvēlas UV.
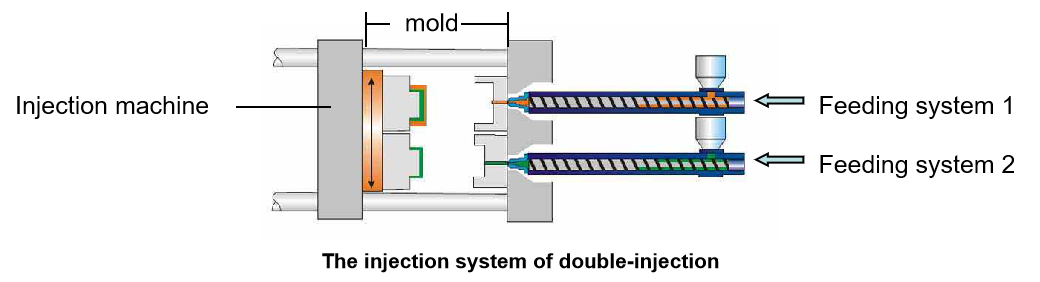
Kas ir dubultās iesmidzināšanas formēšanas mašīna?
Injekcijas formēšanas mašīna ar divām mucām un iesmidzināšanas sistēmu un pelējuma pozīcijas pārveidošanas mehānismu tiek saukta par dubultās iesmidzināšanas formēšanas mašīnu, ko izmanto divkrāsainas iesmidzināšanas formēšanai. Injekcijas formēšanas mašīnām parasti ir divu veidu: paralēlās iesmidzināšanas formēšanas mašīna ar iesmidzināšanas skrūvi un vertikālās iesmidzināšanas formēšanas mašīna ar iesmidzināšanas skrūvi.

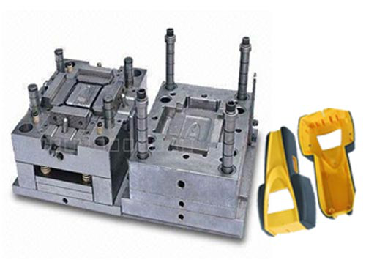
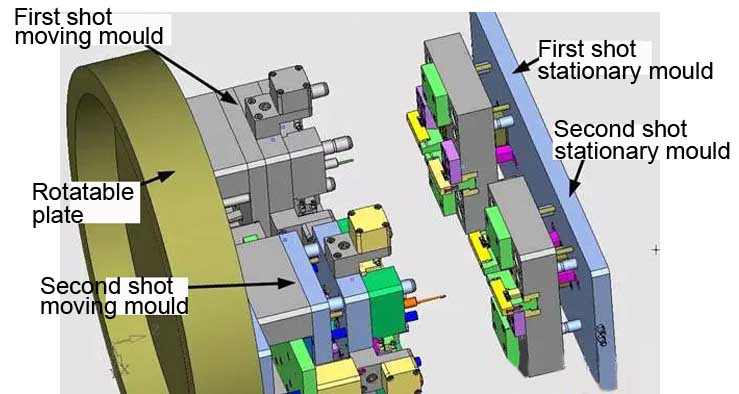
Kas ir dubultās injekcijas pelējums?
Veidni, kas secīgi injicē divu veidu plastmasu un ražo divkrāsainus izstrādājumus, sauc par divkrāsainu pelējumu. Divu krāsu iesmidzināšanas veidnes parasti ir divi veidņu komplekti vienai daļai, kas atbilst attiecīgi pirmajam un otrajam šāvienam. Abu matricu aizmugurējā forma (vīriešu mirst) ir vienāda, bet priekšējā mirst (sieviešu mirst) ir atšķirīga.
Lai ražotu normāli, dubultās iesmidzināšanas veidnes jāuzstāda uz dubultās iesmidzināšanas formām.
Padomi divkāršās iesmidzināšanas veidņu projektēšanā
1. Pelējuma serde un dobums
Divkāršās iesmidzināšanas veidnes veidojošā daļa būtībā ir tāda pati kā vispārējai iesmidzināšanas veidnei. Atšķirība ir tāda, ka iesmidzināšanas veidnes perforators divās pozīcijās jāuzskata par vienādām, un ieliektajai veidnei vajadzētu labi sadarboties ar abiem štancētājiem. Parasti šāda veida plastmasas detaļas ir mazākas.
DUBULT INJEKCIJAS PELE
2. Izmešanas mehānisms
Tā kā divkrāsainās plastmasas detaļas var demontēt tikai pēc otrās injekcijas, primārās iesmidzināšanas ierīces demolēšanas mehānisms nedarbosies. Horizontāli rotējošai iesmidzināšanas mašīnai izsviešanas mašīnai var izmantot izsmidzināšanas mehānismu. Vertikāli rotējošai iesmidzināšanas mašīnai nevar izmantot iesmidzināšanas mašīnas izgrūšanas izmešanas mehānismu. Hidraulisko izstumšanas izmešanas izmešanas mehānismu var iestatīt uz rotējošā galda.
3. Vārtu sistēma
Tā kā tā ir divkāršās iesmidzināšanas formēšana, vārtu sistēma ir sadalīta vienā iesmidzināšanas sistēmā un sekundārajā iesmidzināšanas sistēmā, kas attiecīgi ir no divām iesmidzināšanas ierīcēm.
4, pelējuma pamatu konsekvence Tā kā dubultās iesmidzināšanas formēšanas metode ir īpaša, tai ir jāsadarbojas un jāsaskaņo viens ar otru, tāpēc divu metru virzošo ierīču pāru izmēram un precizitātei jābūt konsekventai. Horizontāli rotējošām iesmidzināšanas veidnēm veidņu aizvēršanas augstumam jābūt vienādam, un abu veidņu centram jābūt vienā un tajā pašā griešanās rādiusā, un atšķirība ir 180. Vertikāli rotējošai iesmidzināšanas liešanas mašīnai divi veidņu pāri jābūt uz vienas ass.
Divkāršās iesmidzināšanas formēšanas izstrāde
No daudzkrāsu iesmidzināšanas un divu materiālu kopinjicēšanas formēšanas īpašībām un pielietojuma redzams, ka nākotnē būs tendence pakāpeniski aizstāt tradicionālo iesmidzināšanas procesu. Inovatīvā iesmidzināšanas tehnoloģija ne tikai uzlabo iesmidzināšanas procesa precizitāti, bet arī paver iesmidzināšanas procesa jomu. Novatoriskas izstumšanas iekārtas un procesi ir pietiekami, lai apmierinātu pieaugošo pieprasījumu pēc daudzveidīgiem, augstas kvalitātes un augstas pievienotās vērtības produktiem.
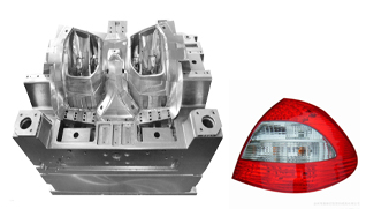
Mestech gadiem ilgi piedāvā dubultu iesmidzināšanu automobiļu korpusi, rokas aprīkojuma apvalki, skaļruņu korpusi, taustiņu pogas, rokturi un citi divu krāsu vai divu materiālu izstrādājumi. Lūdzu, sazinieties ar mums, ja ir pieprasījums.